Search
Propulsion
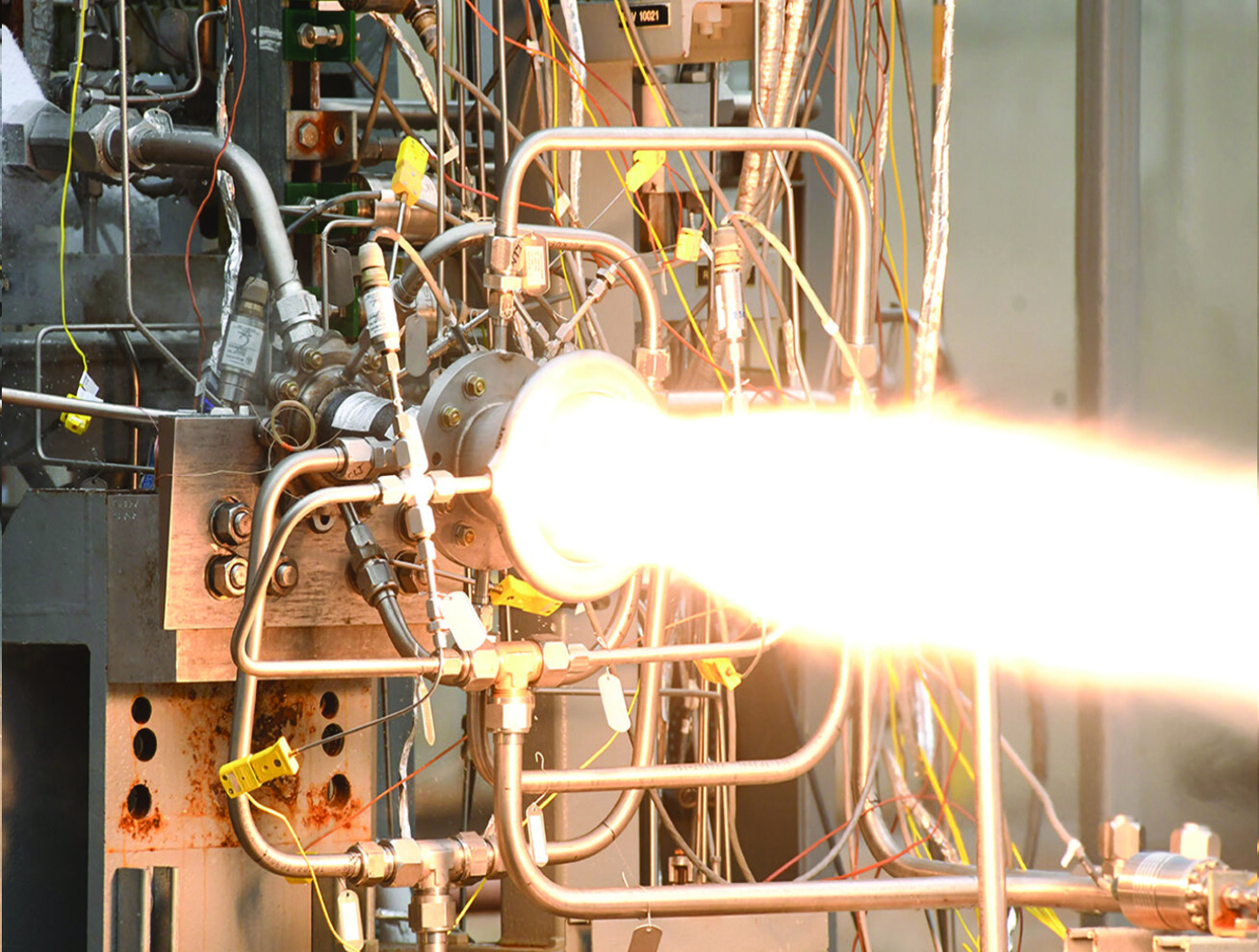
A One-piece Liquid Rocket Thrust Chamber Assembly
The one-piece multi-metallic composite overwrap thrust chamber assembly is centrally composed of an additively manufactured integral-channeled copper combustion chamber. The central chamber is being manufactured using a GRCop42 or GRCop84 copper-alloy additive manufacturing technology previously developed by NASA. A bimetallic joint (interface) is then built onto the nozzle end of the chamber using bimetallic additive manufacturing techniques. The result is a strong bond between the chamber and the interface with proper diffusion at the nozzle end of the copper-alloy. The bimetallic interface serves as the foundation of a freeform regen nozzle. A blown powder-based directed energy deposition process (DED) is used to build the regen nozzle with integral channels for coolant flow. The coolant circuits are closed with an integral manifold added using a radial cladding operation. To complete the TCA, the entire assembly including the combustion chamber and regen nozzle is wrapped with a composite overwrap capable of sustaining the required pressure and temperature loads.
Manufacturing

Cladding and Freeform Deposition for Coolant Channel Closeout
LWDC technology enables an improved channel wall nozzle with an outer liner that is fused to the inner liner to contain the coolant. It is an additive manufacturing technology that builds upon large-scale cladding techniques that have been used for many years in the oil and gas industry and in the repair industry for aerospace components. LWDC leverages wire freeform laser deposition to create features in place and to seal the coolant channels. It enables bimetallic components such as an internal copper liner with a superalloy jacket. LWDC begins when a fabricated liner made from one material, Material #1, is cladded with an interim Material #2 that sets up the base structure for channel slotting. A robotic and wire-based fused additive welding system creates a freeform shell on the outside of the liner. Building up from the base, the rotating weld head spools a bead of wire, closing out the coolant channels as the laser traverses circumferentially around the slotted liner. This creates a joint at the interface of the two materials that is reliable and repeatable. The LWDC wire and laser process is continued for each layer until the slotted liner is fully closed out without the need for any filler internal to the coolant channels. The micrograph on the left shows the quality of the bond at the interface of the channel edge and the closeout layer; on the right is a copper channel closed out with stainless.
Power Generation and Storage

Adaptive Pouch Cell Chamber
Thermal runaway analysis provides unique insights into TR by allowing researchers to tally the total thermal energy release, plus the energy fractions liberated by venting, and energy that conducts through a cell casing – such as that of a 4Ah Amprius cell, or a 10Ah SVolt cell – both for which the APCC was originally designed to accommodate. This unique data is important in understanding Li-ion battery thermal design and analysis which may ultimately lead to safer Li-ion batteries with increased resistance to TR.
The APCC is designed to work in tandem with the FTRC when coupled together for TR testing: The battery test subject is first sandwiched between the two chamber halves, or diaphragms, and then secured with fasteners. The APCC – which in different embodiments may have varying outlet diameters depending on battery sizing – is then coupled to the FTRC bore assembly using unique adapters and the aforemen-tioned pin system. A threaded port is centered on both diaphragms to accommodate one of several TR trigger mechanisms, such as a 400-watt heating element or a nail penetrator with a 9mm insertion depth.
With the main hardware assembled, the user can leverage the APCC’s configurability into deciding to either rely solely on external instrumen-tation within the bore and baffle assembly (external of the APCC), or to utilize the APCC’s already tapped sensor ports to install thermocouples in a variety of different geometric layouts to provide better resolution of thermal measurements. Wiring can be run through the “battery cell connector support” to its multi-pin circular connector. After initiating TR in the battery cell, the FTRC will absorb the ejecta and gases expelled by APCC for analysis.
The Adaptive Pouch Cell Chamber is at TRL 6 (system/subsystem model or prototype demonstrated in a relevant environment), and it is now available for licensing. Please note that NASA does not manufacture products itself for commercial sale.
Mechanical and Fluid Systems

Passive Fuel Cell Surface Power System (PaCeSS)
NASA’s envisioned Lunar and Martian surface operations will require constant and reliable power systems. Traditional power architectures, including solar cells and batteries, cannot be solely relied upon due to the lengthy lunar nights and challenging thermal environments. How-ever, fuel cells, including primary fuel cells and regenerative fuel cells, represent a promising means for energy generation and storage on planetary and lunar surfaces.
PaCeSS could further improve mission flexibility by significantly enhanc-ing reliability and longevity with fully passive fuel cell power generation capability. Test systems have been built to validate the performance characteristics of various PaCeSS technology elements, and many of the component materials have already been characterized. Some of these novel technology elements already demonstrated include a two-phase thermosyphon operation in fuel cell conditions, a passive shape memory actuator operation using two-phase water, and a shape memory alloy radiator turndown.
Although the current design of the shape memory alloy actuated rad-iator system is dependent on partial gravity and space-like environments where heat rejection is performed primarily via radiation, there may be ways of using the same basic system for controlling fuel cell temper-ature via convective heat rejection for terrestrial applications. Addition-ally, other elements of this concept could be commercialized terrestri-ally, including the thermosyphon heat transport mechanism, a multi-purpose vapor chamber, and a thermal management system that uses water by-product as the thermal management medium.
The Passive Fuel Cell Surface Power System is at a technology readiness level (TRL) 3 (analytical and experimental critical function and/or characteristic proof of concept) and is now available for patent licensing. Please note that NASA does not manufacture products itself for commercial sale.

