Search
PATENT PORTFOLIO
Materials and Coatings
NASA's portfolio of materials and coatings innovations represents decades of cutting-edge research and development. From high-strength metals and alloys to advanced ceramics and polymers, NASA's materials and coatings technologies offer a wide range of solutions for a variety of applications. Whether you need materials that can withstand extreme temperatures and pressures, or coatings that can protect against wear and corrosion, NASA's materials and coatings innovations have you covered.

Oil-Free Lubricants
In applying PS400 using the plasma spray-coating process, a 0.010 inch layer is deposited onto a metal surface. This composite coating often includes a metallic-based binder, a metal-bonded hardener, a high-temperature lubricant, and/or a low- temperature lubricant. PS400's improved metallic-based binder alloy greatly increases the structural strength and durability of the composite with respect to the operating temperature and the bearing load, and provides superior dimensional stability. PS400's metal-bonded oxide hardening agent provides additional hardness, wear resistance, and thermal stability, while also exhibiting a low coefficient of friction when used in sliding contacts. It is also significantly less expensive in terms of both acquisition and grinding processes.
Depending on the desired environment, high- and low-temperature lubricants may be added to the composite coating. The preferred high-temperature lubricant is a metal fluoride and the optional optional low-temperature lubricant is composed of metals, such as silver or copper, that are soft enough to provide lubrication at low temperature while maintaining oxidation resistance with a sufficiently high melting point. These qualities permit the materials to be used over a broad temperature range. Once the spray coating has been applied, the metal surface is ground and polished to produce a smooth, self-lubricating surface before use. Unlike some coatings that must be diamond-ground, PS400 is readily ground with a substantially less expensive abrasive, such as silicon carbide. This grinding process generally yields a coating thickness of 200 to 400 micrometers.
In instances when a coating is not convenient or possible, powder metallurgy techniques using PM400 can be used to make freestanding self-lubricating components such as bushings and wear plates.
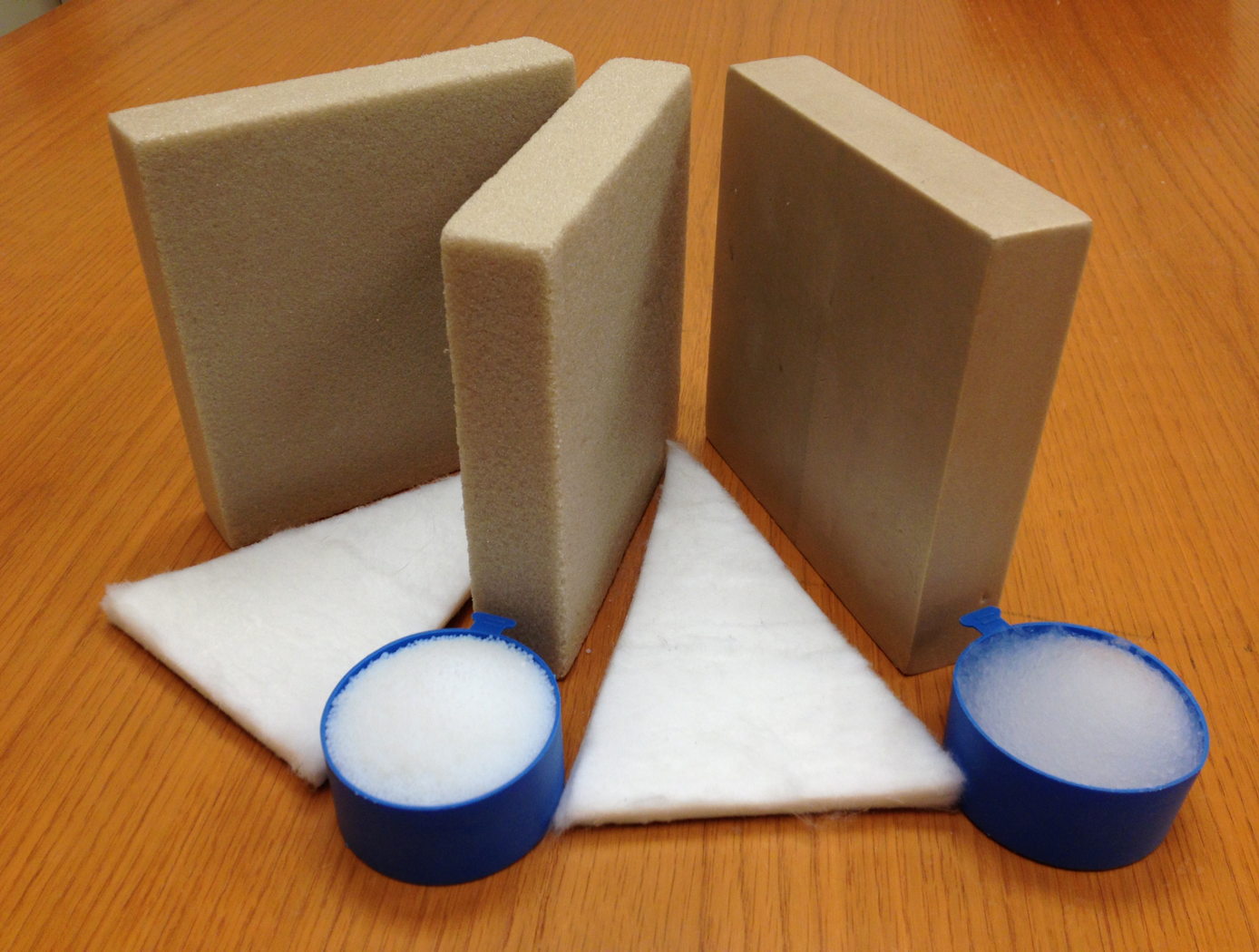
Aerofoam
The Aerofoam composites have superior thermal and acoustic insulation properties when compared to conventional polyimide foams. In addition, they provide greater structural integrity than the fragile aerogel materials can provide independently. In general, polymer foams can provide excellent thermal insulation, and polyimide foams have the additional advantage of excellent high-temperature behavior and flame resistance compared to other polymer systems (they do not burn or release noxious chemicals). Incorporating aerogel material into the polyimide foam as described by this technology creates a composite that has been demonstrated to provide additional performance gains, including 25% lower thermal conductivity with no compromise of the structural integrity and high-temperature behavior of the base polyimide foam. The structural properties of Aerofoam are variable based on its
formulation, and it can be used in numerous rigid and flexible foams of varying densities.
Aerofoam has a number of potential commercial applications, including construction, consumer appliances, transportation, electronics, healthcare, and industrial equipment. In addition, these high-performance materials may prove useful in applications that require insulation that can withstand harsh environments, including process piping, tanks for transporting and storing hot or cold fluids, ship and boat building, and aerospace applications.
New Resin Systems for Thermal Protection Materials
This method produces a low density ablator similar to Phenolic Impregnated Carbon Ablator (PICA) using a cyanate ester and phthalonitrile resin system, rather than the heritage phenolic resin. Cyanate ester resin systems can be cured in a carbon matrix and generate high surface area structure within the carbon fibers. This helps to reduce the thermal conductivity of the material which is one of the key requirements of thermal protection system (TPS) materials. The material has densities ranging from 0.2 to .35 grams per cubic centimeter. NASA has successfully processed the cyanate ester and phthalonitrile resins with a morphology similar to that of the phenolic phase in PICA, but with more advanced properties such as high char stability, high char yield, and high thermal stability. This new generation of TPS materials has the same microstructure as heritage PICA, but improved characteristics of PICA such as increased char yield, increased char stability, increased thermal stability and increased glass transition temperature.

Polyamide Aerogels
Polyamides are polymers that are similar to polyimides (another polymer that has been developed for use in aerogels). However, because the amide link is a single chain while the imide link is a ring structure, polyamide aerogels can be made less stiff than polyimides, even though a similar fabrication process is used. The precursor materials can be made from any combination of diamine and diacid chloride. Furthermore, NASA Glenn researchers have found methods for using combinations of diamines and disecondary amines to produce polyamide aerogels with tunable glass transition temperatures, for greater control of features such as flexibility or water-resistance.
In the first step of the fabrication process, an oligomeric solution is produced that is stable and can be prepared and stored indefinitely as stock solutions prior to cross-linking. This unique feature allows for the preparation and transport of tailor-made polyamide solutions, which can later be turned into gels via the addition of a small amount of cross-linker. When the cross-linking agent is added, the solution can be cast in a variety of forms such as thin films and monoliths. To remove the solvent, one or more solvent exchanges can be performed, and then the gel is subjected to supercritical drying to form a polyamide aerogel. NASA Glenn's polyamide aerogels can be fully integrated with the fabrication techniques and products of polyimide aerogel fabrication, so hybrid materials which have the properties of both classes are easily prepared. As the first aerogels to be composed of cross-linked polyamides, these materials combine flexibility and transparency in a way that sets them apart from all other polymeric aerogels.
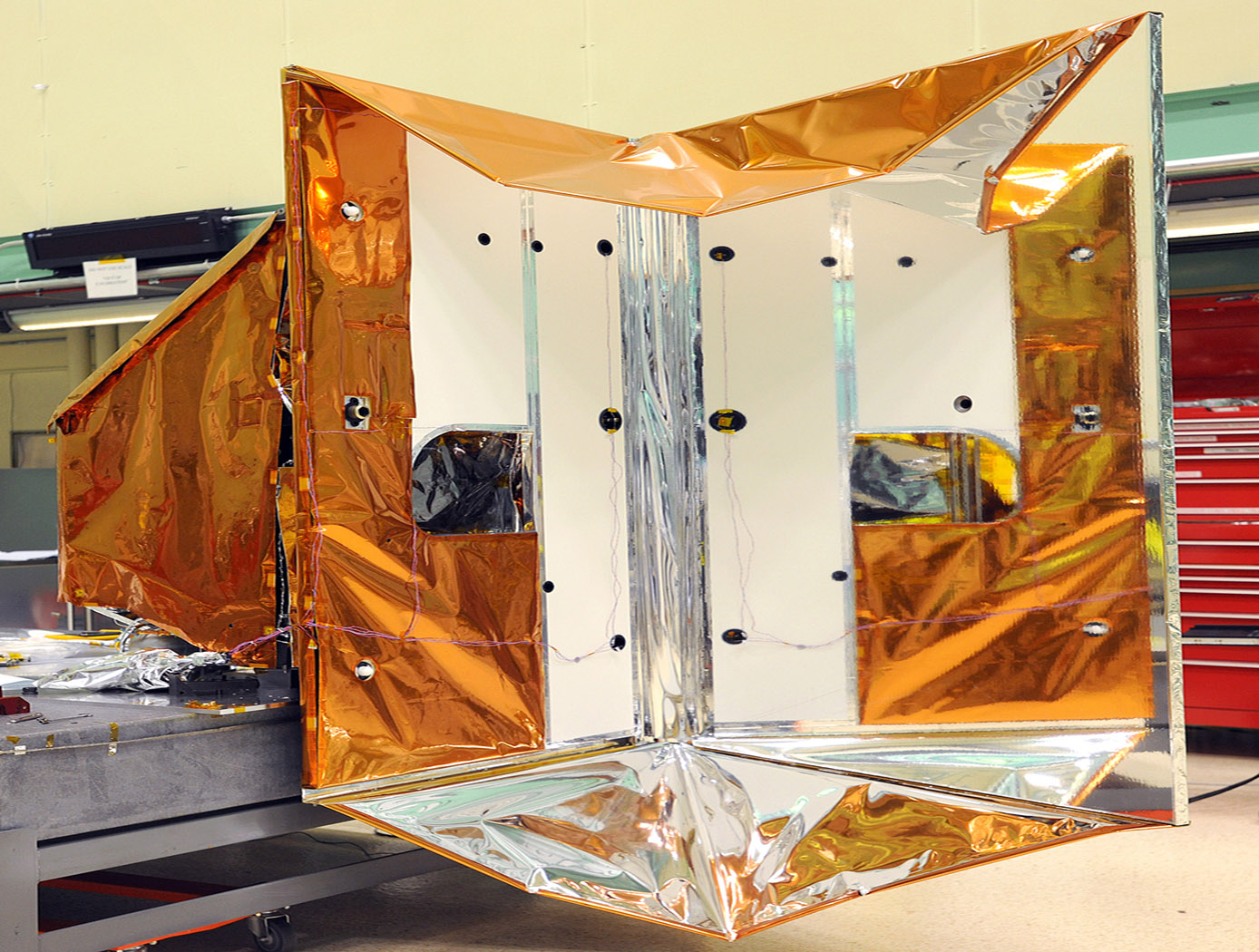
Silicon Oxide Coated Aluminized Polyimide Film Radiator Coating
The SiOx Coated Aluminized Polyimide Film Radiator Coating uses all the exposed surfaces on the six sides of a CubeSat as radiators. All the internal components are thermally coupled to the radiators. Waste heat from the internal components is transferred by conduction to the radiators through its aluminum structure or frame. SiOx thin film coated aluminized polyimide film is used as the radiator coating. Its total thickness is approximately 0.05 mm, which is predominately the polyimide film thickness. Polyimide film is known commercially as Kapton. The coating is bonded to the CubeSat exterior by using an acrylic transfer adhesive.
SiOx Coated Aluminized Polyimide Film Radiator Coatings absorptance and emittance can be tailored to meet the component thermal requirements by altering the SiOx thickness. Since the SiOx is a thin film, altering its thickness has no significant effect on the total thickness of the radiator coating. An indium tin oxide (ITO) thin film can be added to make the coating conductive, if needed, without affecting the absorptance or emittance. This coating, with or without ITO, can be used for various CubeSat applications. By tailoring the absorptance and emittance of this coating, external MLI blankets and active heater control are eliminated. The thermal connection between heat generating components and the battery eliminates the need for a battery heater.
Surface Densification Of Phenolic Impregnated Carbon Ablator (PICA)
The graded Thermal Protection System (TPS) offers a lower density than comparable state-of-the-art TPS systems operating at similar maximum heating conditions. This approach is straight forward in terms of processing and surface-treatment application and can be applied to machine PICA materials without having an effect on the final tolerance. The process results in increased usability and handling since standard uncoated PICA is relatively weak. Surface-densified PICA provides an approach for improvements in the robustness for the baseline CEV heat shield. A graded approach eliminates the need for joints and/or bonding agents between material plies. PICA surface densification offers robust mechanical protection against transit damage, handling damage, and in-flight object damage.

A New Class of Strong and Flexible Carbon Fiber Reinforced Phenolic Composites
This unique approach modifies the phenolic polymer network by adding thermoplastic molecules with flexible segments such as aliphatic carbon and siloxane. The thermoplastic molecules are terminated with bifunctional groups that can directly react with the phenolic under the curing condition to form chemical bonds. Further incorporation of these segments can be facilitated by a relay reaction of a second molecular component which can bond with both the first flexible segments and the phenolic network. The selections of flexible, thermoplastic segments are based on desired properties, which include flexibility, ablative, an charring ability, heat resistance, and low catalycity.
The modified phenolic is a truly molecular composite in which flexible segments are connected with the phenolic network through strong chemical bonds and are uniformly distributed among the networks. This feature renders a uniform toughening/strengthening effect without compromising the lightweight nature of the materials. The process is also feasible to scale up and amenable for manufacturing.

Rare Earth Aluminate Composites
Glenn's approach utilizes a combination of alumina (Al2O3) and specially defined ratios of rare earth oxides. These rare earth elements are typically either yttrium or gadolinium, although other rare earths may be substituted to produce different targeted effects, including generating a multi-phase composition instead of a dual-phase one. Glenn's method of adding rare earths to the alumina material produces a two-phase composite system that is optimized for the targeted mechanical properties of wear resistance and coefficient of friction. These composites can be formed by either casting from a melt with directional solidification or solid-state sintering of isostatically pressed powder preforms. In the latter process, the hot isostatic pressing both reduces the porosity of the ceramic material and increases its density prior to the sintering process. Glenn's revolutionary technique yields a composite with significant advantages over single phase ceramics. Single phase ceramics, although they display high strength and wear resistance compared to other materials and high performance alloys like CoCr, also have a relatively high friction coefficient. The incorporation of rare earths allows the fabrication process to introduce a continuous second ceramic phase and create tertiary phases at the interfaces, which greatly improves the material's friction properties without sacrificing the wear characteristics. This combination of sturdiness and reduced friction gives these materials great potential for use in a wide range of applications.
Polymer Cross-Linked Aerogels (X-Aerogels)
Researchers at NASA's Glenn Research Center have developed an approach to significantly improve the mechanical properties and durability of aerogels without adversely affecting their desirable properties. This approach involves coating conformally and cross-linking the individual skeletal aerogel nanoparticles with engineering polymers such as isocyanates, epoxies, polyimides, and polystyrene. The mechanism of cross-linking has been carefully investigated and is made possible by two reactions: a reaction between the cross-linker and the surface of the aerogel framework and a reaction propagated by the cross-linker with itself. By tailoring the aerogel surface chemistry, Glenn's approach accommodates a variety of different polymer cross-linkers, including isocyanates, acrylates, epoxies, polyimides, and polystyreneenabling customization for specific mission requirements. For example, polystyrene cross-linked aerogels are extremely hydrophobic, while polyimide versions can be used at higher temperatures. Recent work has led to the development of strong aerogels with better elastic properties, maintaining their shape even after repeated compression cycling. By tailoring the internal structure of the silica gels in combination with a polymer conformal coating, the aerogels may be dried at the ambient condition without supercritical fluid extraction.
View more patents

