Search
Materials and Coatings

AERoBOND+ for Manufacturing Composite Structures
The AERoBOND and AERoBOND+ technologies are composite resin materials design innovations that enable new methods for composites joining and manufacturing. The resins are formulated with carefully selected off-set stoichiometries to delay/control the cure such that initial curing of individual components can be followed separately by joining/curing of components together. The ability to delay and control the co-cure joining step provides ease of manufacturing of multi-part composite structures, without compromising joint integrity. There are significant cost savings associated with eliminating fasteners and joint surface preparation steps. To date, the focus of the NASA development effort has been on novel epoxy-based prepreg formulations though other types of thermosets could be considered as well.
The AERoBOND+ innovation provides an added adhesive layer to the AERoBOND joint design to improve the ability to join composite surfaces when these surfaces are less tightly matched. Conventional adhesives, e.g., film, paste, etc., are employed. By including an adhesive between the offset stoichiometric prepreg plies, the adhesive can fill the gaps between the bonding surfaces while maintaining reflowable AERoBOND layer interfaces. Since all interfaces are reflowable, they are much more tolerant of surface contamination, thereby mitigating a primary challenge for conventional adhesive bonding.
manufacturing
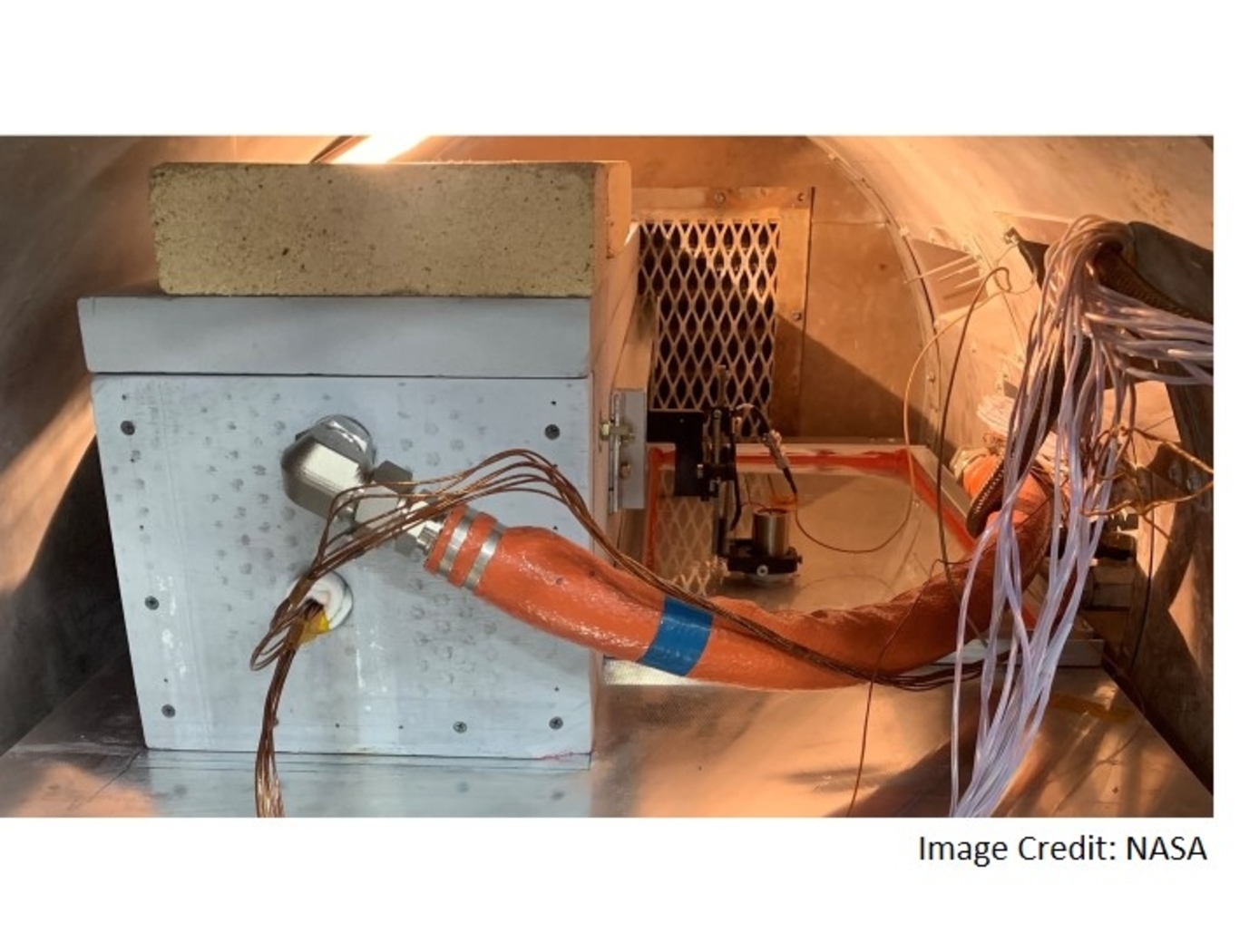
System for In-situ Defect Detection in Composites During Cure
NASA's System for In-situ Defect (e.g., porosity, fiber waviness) Detection in Composites During Cure consists of an ultrasonic portable automated C-Scan system with an attached ultrasonic contact probe. This scanner is placed inside of an insulated vessel that protects the temperature-sensitive components of the scanner. A liquid nitrogen cooling systems keeps the interior of the vessel below 38°C. A motorized X-Y raster scanner is mounted inside an unsealed cooling container made of porous insulation boards with a cantilever scanning arm protruding out of the cooling container through a slot. The cooling container that houses the X-Y raster scanner is periodically cooled using a liquid nitrogen (LN2) delivery system. Flexible bellows in the slot opening of the box minimize heat transfer between the box and the external autoclave environment. The box and scanning arm are located on a precision cast tool plate. A thin layer of ultrasonic couplant is placed between the transducer and the tool plate. The composite parts are vacuum bagged on the other side of the tool plate and inspected. The scanning system inside of the vessel is connected to the controller outside of the autoclave. The system can provide A-scan, B-scan, and C-scan images of the composite panel at multiple times during the cure process.
The in-situ system provides higher resolution data to find, characterize, and track defects during cure better than other cure monitoring techniques. In addition, this system also shows the through-thickness location of any composite manufacturing defects during cure with real-time localization and tracking. This has been demonstrated for both intentionally introduced porosity (i.e., trapped during layup) as well processing induced porosity (e.g., resulting from uneven pressure distribution on a part). The technology can be used as a non-destructive evaluation system when making composite parts in in an oven or an autoclave, including thermosets, thermoplastics, composite laminates, high-temperature resins, and ceramics.

