Search
Manufacturing

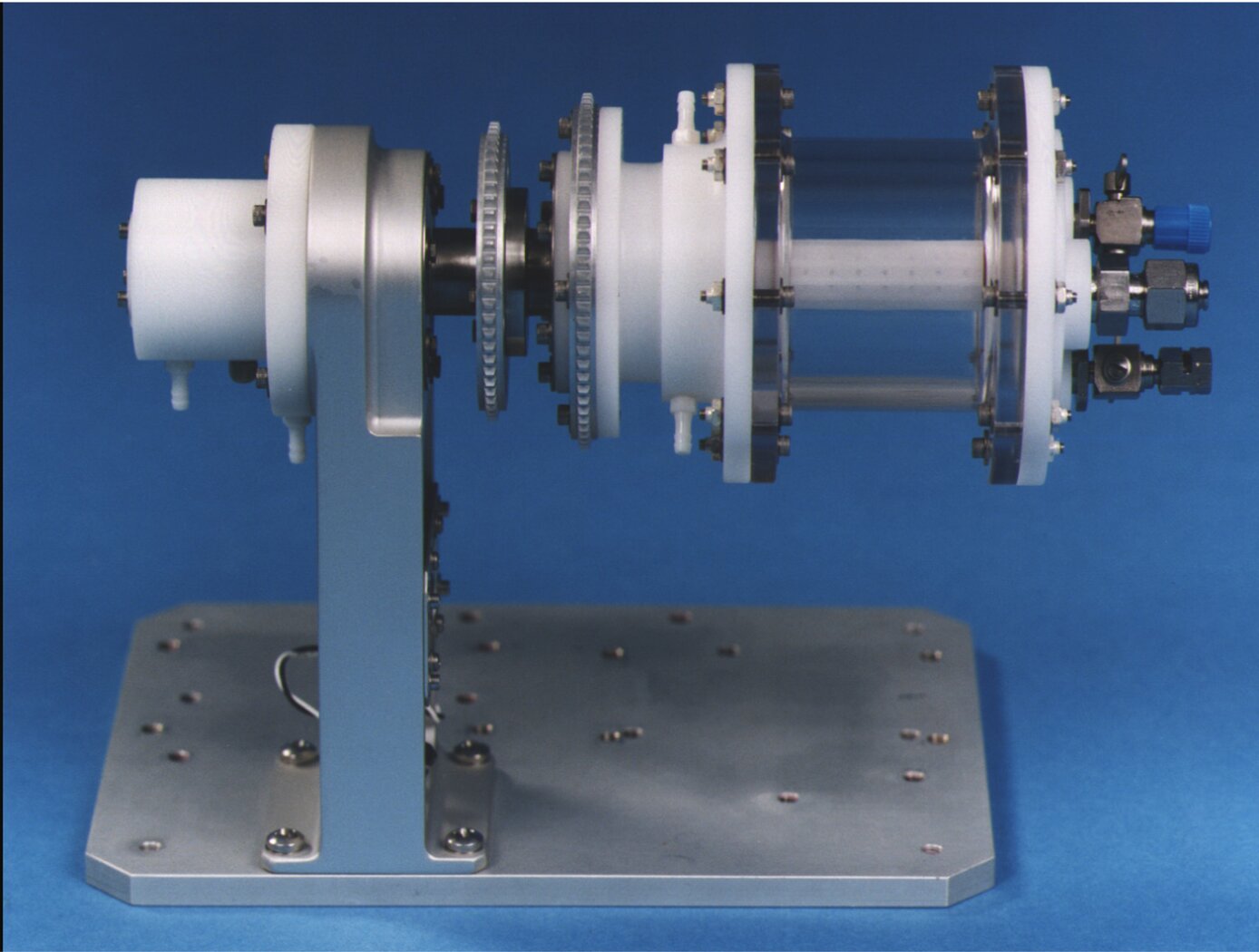
Fully Reversible Bending Test Apparatus for Characterization of Material Fatigue Behavior and Performance
The instrument uses two synchronized fixtures that rotate in equal and opposite directions, imparting fully reversible bending so the same surface experiences alternating tension and compression, mitigating buckling and alignment sensitivities common in uniaxial fatigue setups. A single motor, reduction gearbox, and shaft translate drive motion into counter rotation at both ends, while round tip, width spanning clamps distribute pressure to minimize corner stress concentrations and protect delicate specimens. Users can select pure bending or four point bending modes and adjust rotation amplitude and torque through an integrated controller, delivering repeatable cyclic loading in a compact, standalone system.
Distinctive advantages include reliable testing of asymmetric geometries (laps, fillets), thin sheets, additively manufactured parts, and brittle ceramics without large dual actuator frames. This can consolidate multiple flexure methods into one benchtop mechanism. Its modular layout and adjustable fixtures integrate smoothly with common lab workflows and OEM platforms, helping teams accelerate evaluations without major reconfiguration of existing equipment. Potential commercial markets include instrument OEMs and suppliers of materials testing systems and accessories serving aerospace, automotive, academic, and contract laboratories. This technology is assessed at a TRL 6 and is ready for patent licensing.
Optics

3D Lidar for Improved Rover Traversal and Imagery
The SQRLi system is made up of three major components including the laser assembly, the mirror assembly, and the electronics and data processing equipment (electronics assembly) as shown in the figure below. The three main systems work together to send and receive the lidar signal then translate it into a 3D image for navigation and imaging purposes.
The rover sensing instrument makes use of a unique fiber optic laser assembly with high, adjustable output that increases the dynamic range (i.e., contrast) of the lidar system. The commercially available mirror setup used in the SQRLi is small, reliable, and has a wide aperture that improves the field-of-view of the lidar while maintaining a small instrument footprint. Lastly, the data processing is done by an in-house designed processor capable of translating the light signal into a high-resolution (sub-millimeter) 3D map. These components of the SQRLi enable successful hazard detection and navigation in visibility-impaired environments.
The SQRLi is applicable to planetary and lunar exploration by unmanned or crewed vehicles and may be adapted for in-space servicing, assembly, and manufacturing purposes. Beyond NASA missions, the new 3D lidar may be used for vehicular navigation in the automotive, defense, or commercial space sectors. The SQRLi is available for patent licensing.
Manufacturing

3D Printable Polymer Aerogels Using a Two-Pot Dual Solvent Method
Traditional aerogels are produced by sol-gel chemistry where a dilute polymer solution is taken to gelation. Polymer Aerogel 3D printing requires a high viscosity sol for stackable extrusion; however, this limits the time frame to print the materials prior to gelation. In response to this issue, NASA researchers have developed a novel dual solvent process to be used in additive manufacturing (3D printing).
A dual-solvent formulation is employed during polymer aerogel precursor preparation to enable 3D printing of self-supporting structures. The system combines a high–boiling point aprotic solvent, which supports polymerization and network formation during aerogel synthesis, with a secondary low–boiling point solvent that partially evaporates during extrusion and printing. Preferential evaporation of the low–boiling component increases the local solids concentration and material viscosity at the nozzle and immediately after deposition, enabling filament stackability and shape retention without premature gelation. This approach decouples printability from bulk gel chemistry, allowing precise control of rheology during printing while preserving the desired aerogel microstructure and porosity after drying.
A Two-Pot System:
• Pot 1 contains a cross-linked polyamic acid solution and acetic anhydride or water scavenger, dissolved into a mix of high and low boiling point solvents (e.g., Dimethyl Sulfoxide (DMSO), n-methylpyrrolidone (NMP), or Dimethylformadie (DMF), with acetone or tetrahydrofuran (THF), ethanol, or methanol.
• Pot 2 contains a base catalyst (e.g., trimethylamine or pyridine) and optionally a thickening agent (e.g., polyvinyl alcohol or polyvinyl acetate) to match viscosities.
Dual-Solvent Chemistry:
The low boiling point solvent evaporates rapidly upon extrusion, increasing the polymer concentration and viscosity, allowing the aerogel to retain its shape and gel quickly.
• Additive Manufacturing Process:
The two solutions are mixed at the extrusion tip of a syringe/nozzle-based 3D printer. This enables low-viscosity flow pre-extrusion and rapid solidification post-extrusion—solving a key challenge in 3D printing aerogels.
Manufacturing

Rapid Aerogel Prototyping Using 3D Printing
To overcome the challenges of conventional molding, researchers at NASA Glenn have developed a rapid prototyping approach for three-dimensional printing of polymer aerogels using deposition into a viscous, sacrificial support medium. The sacrificial support stabilizes the aerogel deposition, allowing precise layer-by-layer construction of self-supporting aerogel networks that would otherwise be unprintable in air. Following printing and gelation of the polymer network, the printed structure is gently removed from the sacrificial medium, yielding a freestanding aerogel precursor with high shape fidelity.
This method decouples printability from intrinsic material viscosity and enables rapid iteration of aerogel geometries, offering a scalable pathway for additive manufacturing of ultra-lightweight, architected polymer aerogels with tailored geometries, while retaining microstructural, mechanical, and thermal properties.
The method involves:
1. Forming a solution comprised of a polymer precursor, cross-linker, solvent, and catalyst to create a dilute polymer solution.
2. 3D printing the polymer precursor directly into the sacrificial support medium.
3. Following printing and network formation, the structure is removed from the sacrificial medium through a low-stress extraction process, yielding a freestanding polymer aerogel precursor that retains the as-printed geometry with high fidelity.
The sacrificial medium functions as a temporary, conformal support matrix that stabilizes each deposited droplet or filament in situ, enabling freeform construction of aerogel. This strategy enables the fabrication of highly porous, interconnected networks with controlled feature resolution across multiple length scales, while maintaining the intrinsic low density and high surface area required for aerogel performance.
Sensors

Photon-Efficient Scanning LiDAR System
This new methodology selectively scans an area of interest and effectively pre-compresses the image data. Instead of using LiDAR resources to gather redundant data, only the necessary data is gathered and the redundancy can be used to fill in up-sampled data using intelligent completion algorithms. The system utilizes a unique LiDAR system to collect a pattern of specific points across a given area by modulating the incoming light, creating a pattern that can be decoded computationally to reconstruct a scene. By designing specific coding patterns, the system can strategically skip certain measurements during the scanning process to create an under-sampled image area.
The system reconstructs the under-sampled area to recreate an accurate representation of the original object or area being scanned. As a result, redundant data is prevented from being collected by reducing the number of required measurements and data condensed in post-collection to reduce power consumption. By selectively skipping certain pixels during the scan and using sophisticated recovery algorithms to reconstruct the omitted information, the system makes more efficient use of the available photons, thereby enhancing overall data collection.
This technology represents a significant advancement in LiDAR systems, offering a more useful method for data collection and processing and addresses the challenges of power consumption and data redundancy, allowing for more sustainable and effective remote sensing applications. This technology can offer advantages in applications such as mapping for construction, surveying, forestry, or farming as well as computer vision for vehicles or robotics.
Information Technology and Software

Additive Manufacturing Model-based Process Metrics (AM-PM)
Modeling additive manufacturing processes can be difficult due to the scale difference between the active processing point (e.g., a sub-millimeter melt pool) and the part itself. Typically, the tools used to model these processes are either too computationally intensive (due to high physical fidelity or inefficient computations) or are focused solely on either the microscale (e.g., microstructure) or macroscale (e.g., cracks). These pitfalls make the tools unsuitable for fast and efficient evaluations of additive manufacturing build files and parts.
Failures in parts made by laser powder bed fusion (L-PBF) often come when there is a lack of fusion or overheating of the metal powder that causes areas of high porosity. AM-PM uses a point field-based method to model L-PBF process conditions from either the build instructions (pre-build) or in situ measurements (during the build). The AM-PM modeling technique has been tested in several builds including a Ti-6Al-4V test article that was divided into 16 parts, each with different build conditions. With AM-PM, calculations are performed faster than similar methods and the technique can be generalized to other additive manufacturing processes.
The AM-PM method is at technology readiness level (TRL) 6 (system/subsystem model or prototype demonstration in a relevant environment) and is available for patent licensing.
Health Medicine and Biotechnology
Human Tissue-Like Cellular Assemblies Grown for Respiratory Studies
In vitro three-dimensional (3D) human broncho-epithelial (HBE) tissue-like assemblies (3D HBE TLAs or TLAs) were engineered in modeled microgravity using rotating wall vessel technology (pictured above) to mimic the characteristics of in vivo tissue. The TLAs were bioengineered onto collagen-coated cyclodextran beads using primary human mesenchymal bronchial-tracheal cells (HBTC) as the foundation matrix and an adult human broncho-epithelial immortalized cell line (BEAS-2B) as the overlying component. The resulting TLAs share significant characteristics with in vivo human respiratory epithelium including polarization, tight junctions, desmosomes, and microvilli. The presence of tissue-like differentiation markers including villi, keratins, and specific lung epithelium markers, as well as the production of tissue mucin, further confirm these TLAs have differentiated into tissues functionally like in vivo tissues. TLAs mimic aspects of the human respiratory epithelium and provide a unique capability to study the interactions of respiratory viruses and their primary target tissue independent of the host's immune system.
The innovation "Methods For Growing Tissue-Like 3D Assemblies Of Human Broncho-Epithelial Cells" is at Technology Readiness Level (TRL) 6 (which means system/subsystem prototype demonstration in a relevant environment) and the related patent is now available to license for development into a commercial product. Please note that NASA does not manufacture products itself for commercial sale.
mechanical and fluid systems
Liquid Sorbent Carbon Dioxide Removal System
NASA's Liquid Sorbent Carbon Dioxide Removal System was designed as an alternative to the current CO2 removal technology used on the International Space Station (ISS), which uses solid zeolite media that is prone to dusting, has a low absorption capacity, and requires high regeneration temperatures and frequent maintenance. Motivated by CO2 removal systems on submarines, NASA innovators began investigating the use of liquid sorbents. Liquid sorbents have a capacity four times greater than solid zeolites, require low regeneration temperature, and need fewer unreliable moving mechanical parts than solid based systems. While submarine CO2 scrubbers spray an adsorbing chemical directly into the air stream and allow the liquid to settle, NASA's new system uses a capillary driven 3D printed microchannel direct air/liquid contactor in a closed loop system. The Liquid Sorbent Carbon Dioxide Removal System is robust and reliable, while being low in weight, volume, and power requirements. The system is capable of reaching equilibrium when the liquid sorbent surface is being regenerated at a rate equal to the rate of absorption into the liquid.
Aerospace
3D Lidar for Autonomous Landing Site Selection
Aerial planetary exploration spacecraft require lightweight, compact, and low power sensing systems to enable successful landing operations. The Ocellus 3D lidar meets those criteria as well as being able to withstand harsh planetary environments. Further, the new tool is based on space-qualified components and lidar technology previously developed at NASA Goddard (i.e., the Kodiak 3D lidar) as shown in the figure below.
The Ocellus 3D lidar quickly scans a near infrared laser across a planetary surface, receives that signal, and translates it into a 3D point cloud. Using a laser source, fast scanning MEMS (micro-electromechanical system)-based mirrors, and NASA-developed processing electronics, the 3D point clouds are created and converted into elevations and images onboard the craft. At ~2 km altitudes, Ocellus acts as an altimeter and at altitudes below 200 m the tool produces images and terrain maps. The produced high resolution (centimeter-scale) elevations are used by the spacecraft to assess safe landing sites.
The Ocellus 3D lidar is applicable to planetary and lunar exploration by unmanned or crewed aerial vehicles and may be adapted for assisting in-space servicing, assembly, and manufacturing operations. Beyond exploratory space missions, the new compact 3D lidar may be used for aerial navigation in the defense or commercial space sectors. The Ocellus 3D lidar is available for patent licensing.
Environment

TerraROVER
The TerraROVER’s core functionality is centered around its electric propulsion system, enabling it to traverse various outdoor environments. Its drive system consists of electric motors and gearboxes that provide controlled speed and maneuverability. The remote-control interface allows users to adjust speed and direction, making it an effective platform for training and testing mobility systems. For advanced applications, the TerraROVER can be adapted for pre-programmed or autonomous navigation, expanding its use in robotics and automation research.
A key design feature of the TerraROVER is its adaptability for sensor integration. It includes mounting provisions for miniaturized sensors capable of capturing environmental data such as temperature, GPS location, and visual imagery. The platform supports both onboard data logging and real-time transmission, making it suitable for field studies, distributed sensing applications, and educational experiments. Fabrication is streamlined through the use of 3D-printed components, allowing for cost-effective production and easy assembly in classroom or research settings. Currently at Technology Readiness Level (TRL) 7, the system has been successfully demonstrated in an operational environment and is available for patent licensing.

